DILLIDUR steels are well suited for processing in spite of their high degree of hardness. Nevertheless, certain processing guidelines apply to DILLIDUR steels. The user should ensure that his design, construction and processing methods are aligned with the material, correspond to the state-of-the-art that the fabricator has to comply with and are suitable for the intended use.
The following pages explain a number of fundamental principles and provide practical processing hints for DILLIDUR.
Cold Forming
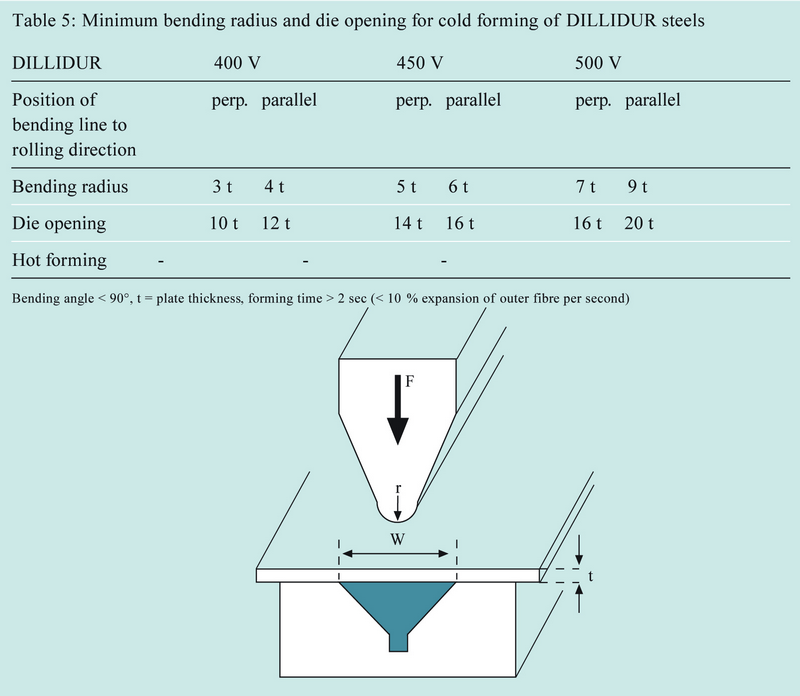
DILLIDUR steels are well suited for cold forming by bending in spite of their high hardness and strength. It must be taken into account that the force needed to form a given plate thickness increases with the yield strength of the steel. The elastic spring-back effect also increases. In order to avoid the risk of cracking from the edges, flame cut or sheared edges should be grounded in the area that is to be cold formed. It is also advisable to round the plate edge slightly on the outside of the bend coming under tension stress during bending.
Because of the different heat treatment conditions, the required minimum bending radius is not the same for DILLIDUR C, L and V steels (see Table 5) In addition, the minimum required bending radius and die opening for bending perpendicular to the rolling direction are lower than for bending parallel to it, which is due to the deformation process during rolling. The following minimum values for the bending radius can be used as a guide for DILLIDUR steels, assuming that the forming speed does not exceed 10 % expansion of the outer fibre per second.
Hot Forming
By hot forming we generally understand forming at temperatures at which a metallurgical alteration can be expected.
DILLIDUR 400 V/500 V: As the steel reaches its hardness by accelerated cooling from the austenitizing temperature, hot forming without a loss of hardness is only possible if the work-piece is then hardened again.
Due to the different heat treatment equipment of the processing factory and the geometry of the component, the cooling rate achieved is generally slower and the hardness lower than for plate manufacturing.
The original hardness and through-thickness hardening produced in the mill can generally not be reached again.Additionally there is a risk of distortion. For components which must be quenched during processing, the chemical composition can be adjusted accordingly in consultation with DILLINGERHÜTTEGTS.
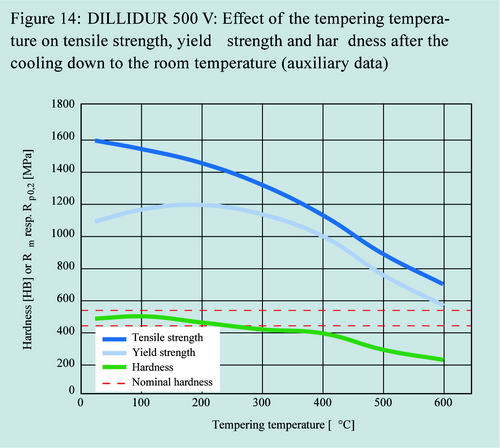
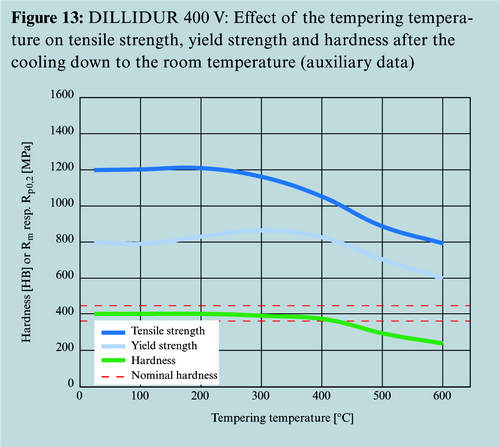
Figures 13 and 14 show the general change of tensile strength, yield strength hand hardness values for DILLIDUR 400 V and 500 V in relation to the tempering temperature.
If hot forming of DILLIDUR V steels is necessary, it should as far as possible be carried out at a temperature between 880 and 950 °C.
During the subsequent hardening, a quick heat dissipation must be ensured and the formation of insulating layers of vapour avoided, in order to reach sufficient hardening across the thickness of the component.