
热切割:
火焰切割
只要操作正确并配有合适的切割工具,可采用火焰切割,等离子电弧切割或激光切割方法对耐磨钢板进行切割。
不同厂家所生产出的切割工具种类不同,必须注意厂家在切割表中分别列出的要求(喷口的选择,气体压力,切割方法,速度等)。
耐磨钢板的表面状况也对火焰切割状况和切割面的质量有明显的影响。如果对切割面质量要求很高,则需要清理掉工件切割区域上面的氧化皮、锈渍、油漆以及其他杂质。
氧气切割
此种切割方法是用气体和氧气火焰把钢加热到易燃点,然后在氧气切割流中燃烧。这一工艺只在非常狭窄的区域进行(<1mm),而邻近切割边缘被加热到硬化温度(奥氏体化)。由于非常高的热流流入到周围的冷料中,使其转变为硬化组织。此种热扩散在水中能达到淬火的冷却速度,而四周的区域则被回火,我们将其称作热影响区(HAZ)。由于温差大,从而导致应力和硬化开裂。随着厚度和合金含量的增加,耐磨钢板要求在火焰切割时比普通钢更加谨慎。
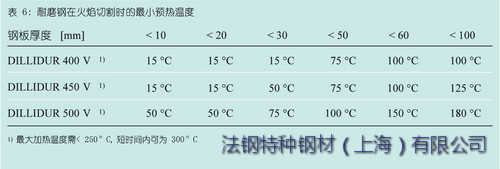
火焰切割的耐磨钢板必须在高温下进行,才能避免裂纹的产生。这主要是由于降低了冷却速度,使奥氏体区域没有被强烈地硬化,也大大降低了收缩应力。下表列出适合氧气切割的最小预热温度。
在进行火焰切割时,为了减少缺口效应,再次进入的角度应以半径为基准。
如果在进一步加工中需对切割边缘进行冷成型(如:折弯),则DILLIDUR 耐磨钢板由火焰切割而引起的硬化区域可通过研磨来消除(见 “冷成型”)。
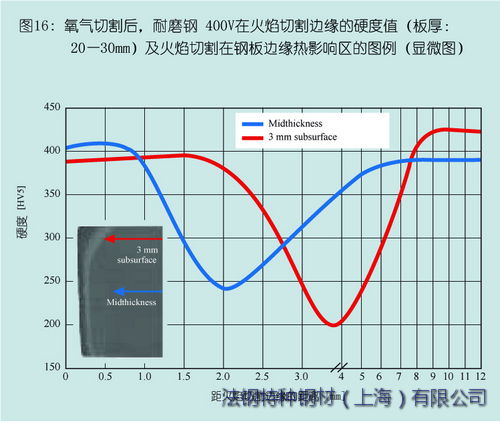
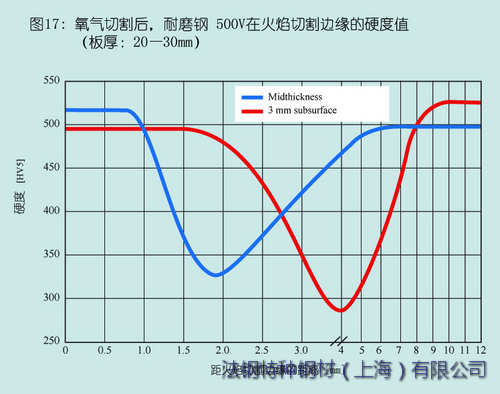
若耐磨钢板 DILLIDUR 400V和耐磨钢板 DILLIDUR 500V的火焰切割边缘再次达到原有水淬材料的硬度,在它们之间有一个小软化区,由于火焰的扩散它靠近表面的区域相当宽(见图16和图17)。
耐磨钢板 DILLIDUR 400V不能长时间加热到250℃以上,如果长期在该温度之上硬度将被大大降低。
因此,当火焰切割部分的热不能很快驱散时(如小工件,筛板、薄片、刀刃等),应采取附加的冷却来取代预热。
例如:采取在水槽中进行火焰切割,即钢板的2/3浸入水中进行切割,从而使热能通过水很快地散发掉。这样,收缩力大大降低,断裂的风险进一步减小(因为热影响区小(HAZ))。采用该方法进行火焰切割的另外一个优点是尺寸偏差小。
激光和等离子切割:
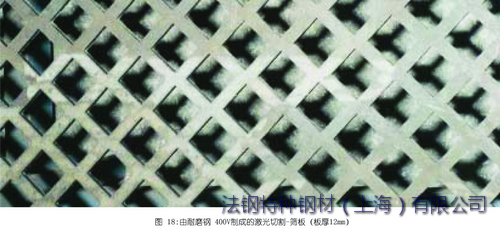
激光和等离子切割的主要优点是切割性能好,热影响区小以及热输入量少。这两种切割工艺还能切割很小的工件,薄片以及筛板,既不会使其变形,也不会降低硬度,还可省去预热。
理想的DILLIDUR耐磨钢板表面是激光切割的基本前提条件,因为激光束必须集中而没有反射损失,并且完全被钢板表面的聚光点吸收而不受干扰。
如需要,所有DILLIDUR耐磨钢板都能经喷丸和涂层处理后供货。切割性能很大程度上取决于激光能量和被切割的DILLIDUR耐磨钢板厚度。DILLIDUR耐磨钢板厚度为10mm,激光能量为2-3KW,切割速度最大能达到2000mm/分钟。
采用适当的表面处理(如:使用乳化剂)就有可能改善这一性能。
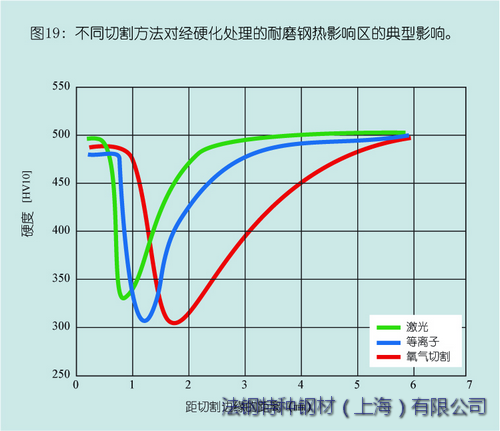
与激光切割不同,等离子切割适用于30mm以上的 DILLIDUR 耐磨钢板 ,热影响区也略大。图19所示为不同切割方法对经硬化处理的耐磨钢热影响区的典型影响。
水刀切割:这种方法尤其适合切割DILLIDUR耐磨钢板。因为采用水刀切割没有热效应产生,既不会引起材料的变化,也不会破坏工件的性能,但切割速度比较慢。
法钢自1995年起,就坚持不懈地致力于对耐磨钢板和高强度耐磨钢板的加工、制造和应用的研究。依托现代化的厂房和加工、检验设备,以特殊的制造工艺和技术,法钢能为客户设计、加工和制作各类复杂的、高品质的和高性价比的耐磨零配件。目前,法钢的用户已覆盖了采矿、水泥、冶金、建筑、船舶、发电、港口、运输和通用机械制造等行业,在为众多用户带来了巨大效益的同时也换来了法钢在行业中的领先地位。